
Hot forging involves controlled plastic deformation of heated metals and alloys into desired useful shapes. Modern civilization would survive without hot forging to produce innumerable critical component parts. At the same time, without suitable forging die lubricant, economical and effective closed-die forging is not possible.
In the particular case of closed-die forging, die costs amount to 10-15% of the total production cost. Any improvement in the forging die life would automatically result in improved productivity and profitability for the forge shop.
The following factors contribute to ensuring maximum life of a forging die:
• Correct die material.
• Correct die design, especially proper draft, corner radius and fillet.
• Appropriate heat treatment of forging dies; Using protective anti-scale coating to prevent scaling on critical surface areas of die; Nitriding of forging die.
• Reduction of friction during hot forging by the use of polished dies and suitable die lubricant.
• Correct method of application of die lubricant at appropriate intervals.
Requirements for Hot Forging Die Lubricants
The basic function of any lubricant is to reduce friction between two surfaces and to reduce wear. In the case of forging, a good hot forging die lubricant must have the following properties:
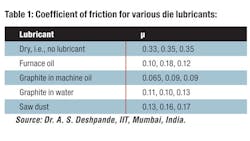
1. Reduce friction.Minimizing friction etween the workpiece and the forging die. Table 1 compares the coefficient of friction for various types of lubricants used in hot forging.
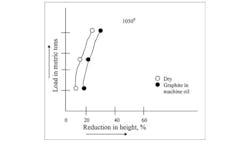
2. Reduce forging load.Figure 1 graphs the rate of reduction in the forging load that results from the use of graphite-in-oil-based die lubricant.
3. Enable uniform metal flow to fill the die cavity.Especially in the case of critical forgings with low degrees of draft radius, die lubricants play an important role in enabling uniform metal flow, such that it correctly fills the die cavity.
4. Function as a parting compound.Forging dies with a low degree of draft radius usually face problems with jobs sticking in the die. Special additives in the forging lubricant must ensure a mild gas generation to aid the ejection of the forging from the die after the part has been forged. However, the lubricant must not cause an explosive effect, nor generate smoke.
5. Serve as a barrier to heat transfer.By sealing temperature in the workpiece, the lubricant helps to maintain the correct die temperature. The die should not gain excess heat due to continuous contact with hot billets, as this will lead to faster die wear and cracking. At the same time, the die should not be subjected to rapid cooling due to excess lubrication, as this will lead to die chilling effect. Forging lubricant must help to maintain the correct die temperature by acting as a barrier to heat transfer from hot billet to forging die.
6. Prevent build-up in the die cavity.Preventing build up of lubricant residue in the die cavity will prevent subsequent problems, such as forging underfill.
7. Lubricant must be readily removable.Effectively removing lubricant residue from the workpiece is an important factor for product quality and process efficiency.
8. Avoid ‘explosion’ during forging due to rapid phase change.Sawdust, when used as a lubricant in hot forging, is known to prompt loud explosions, with sparks, thus releasing the forging from the die. Modern lubricants can achieve the same effect without the explosion and hazard.
9. The forging die lubricant must be eco-friendly.Preferably, biodegradable lubricants should be used. Use of polluting oils and additions like graphite in lubricants results in smoke and promotes unsanitary conditions in the forge shop and surroundings — which can cause further damage to the environment in general.
10. The hot forging lubricant must be economical.The choice of a product must not only be effective but affordable, in order to justify its use.
Applying Hot Forging Die Lubricants
Lubricant is sprayed — either automatically or manually — or swabbed onto the hot dies. Many installations use automatic sprays that are timed with the stroke of the forging press. Deeper-cavity dies may require the use of a supplemental spray to ensure coverage throughout the die surface and cavity.
Lubricant cost is less than 2% of the forging cost, yet using an improper lubricant can upset the forging production by reducing die life and increasing rejections, inducing rework, reducing productivity, and increasing customer dissatisfaction due to delivery delays.
Table 2 lists various types of lubricants used in hot forging, and their advantages and disadvantages for the process. Owing to the development of a range of water-based lubricants, graphite lubricants have largely replaced polluting oils and sawdust.
In the case of graphite-containing lubricants, purity, particle size, and special additives in the lubricant are important factors. Graphite-based lubricants are popular throughout the world due to low cost. Although smoke pollution is not a factor during its use, it does present certain problems for modern forging press operators.
First, the graphite particles fly off and damage the electrical system. Second, graphite particles accumulate on the shop floor and pose the risk of slipping to the people moving around the plant. There also are plant hygiene concerns, including the release of particulate matter into the air, as well as release of carbon monoxide and sulfur in the atmosphere. These hazards must be considered together with the use of graphite-based die lubricants.
Owing to these factors, environment-friendly, graphite-free, water-soluble lubricants are gaining in importance compared to graphite-based lubricants. Because they are completely soluble in water, the problem of graphite settling is absent in the case of graphite-free die lubricants. Continuous stirring may not be necessary; mild to minimal agitation during use is adequate.

Hence, in the case of small- to medium-sized forgings weighing up to 12 kg, graphite-free, water-soluble die lubricants are proven to perform either at par or better than graphite-based die lubricants.
The cost of die lubrication has been reduced considerably by switching to graphite-free, water-soluble die lubricants for such forgings. This is due to benefits like increased die life, and a reduced need for constant die grinding, due to reduction in die wear that follows from the use of graphite-free die lubricants. It may be added that the maintenance downtime of die lubrication systems resulting from clogging of spray nozzles and graphite depositions inside tanks, spray pumps, and automated lubricant delivery pipes, is eliminated by the use of graphite-free die lubricants.
Graphite-free, water-soluble forging die lubricants have played a crucial role in increasing die life and increasing productivity, especially in the case of small- to medium-sized forgings. Productivity improvement, die life improvement and cost benefits analysis of Graphite-free, water-soluble die lubricant as compared to graphite-based and other popular lubricants are given in comparative studies displayed here. In Cases 1 through 4, note that the consumption per ton of graphite-free die lubricant has remained same as that of graphite-based lubricant. Cost reductions are achieved due to lower cost per unit of graphite-free die lubricant.
How Environment-Friendly?
An independent, government-approved laboratory has conducted tests to monitor ‘Work-Zone Air Quality’ in a forge shop using graphite-based lubricant on one press, and graphite-free die lubricant on a similar press located away from the first press. Air samples in the work-zone of each press were monitored over a period of time. The analysis of average of air quality readings when using graphite-based lubricant compared to that of graphite-free, water-soluble lubricant is presented in Case 5.
Case 5, the final example, presents a comparison of forge shop air-quality monitoring readings for a graphite-based lubricant and a graphite-free, water-soluble forging die lubricant.
It is evident that benefits like reduced suspended particulate matter and substantially reduced carbon-monoxide emissions are made possible by the use of graphite-free, water-soluble die lubricants. These factors will reduce the highly polluted surroundings and slippery shop floors, and promote more hygienic working conditions. Utilization of carbon would be eliminated in the case of graphite-free, water-soluble hot forging die lubricants. For some operations, it may be possible to harness these results to claim carbon credits by switching from oil-based or graphite-based lubricants to graphite-free forging die lubricants. However, this is yet to be explored by the forging industry at large.

In summary, the use of the proper die lubricant and correct method of dispensing the lubricant is a decisive factor in the success of closed-die forging.
In addition, specially developed, graphite-free, waters-soluble hot forging die lubricants hold promise for significant cost reductions in hot forging, and progress toward environment-friendly forging operations. Such lubricants are proven to be effective in forgings weighing up to 12 kg. For heavy and complex forgings, graphite-free, water-soluble lubricants may be used by calibrating the dilution ratio of die lubricant to water, and a lubricant application technique suitable to the forging process.
S.P. Shenoy earned a degree as Master of Technology (Metallurgical Engineering) at the Indian Institute of Technology. He is the CEO of Steel Plant Specialities, Mumbai, India, established in 1985 and engaged in the manufacture of environment-friendly hot forging die lubricants and a range of protective coatings for use in hot forging, heat treatment, and hot rolling operations.