Retention Knob Eliminates V-Flange CNC Milling Problems

It is common knowledge in the CNC manufacturing community that if you use V-Flange tooling, you use retention knobs–which is the critical interface between the spindle and the toolholder and tool. Often considered nothing more than a bolt, it is actually a precision tool made to strict specifications and tolerances. While some machine tool manufacturers have standardized their requirements, others have defined several different knobs as options. The fact is, V-Flange tooling is flawed and machinists, operators, and owners must be educated about the importance of the retention knob, and the right retention knob to correct the flaws.

The V-Flange Tooling Design Dilemma
V-Flange tooling should be the most productive and profitable tooling system available. Its precursor—using NMTB holders—employed a 7/24 taper with an extended, internally threaded neck that accepted the threaded drawbar. This manual change system was replaced by V-Flange to facilitate automatic tool changes. In order to facilitate this change, the drawbar was modified to include a collet closer (or fingers) and the extended neck was removed from the holder and replaced by the retention knob–which threads directly into the taper.
While these modifications made tool changes occur quickly and automatically, they introduced a variety of issues that were not present with the NMTB system, such as excessive chatter and run-out–resulting in poor finishes and expensive secondary processes. Holding tolerances can be problematic, requiring skilled machinists tweaking speeds and feeds, impacting production in an effort to reduce scrap.
Still a good option for heavy milling processes, V-Flange forced the industry to look to HSK, CAPTO, and other precision tooling systems, all significantly more expensive to adopt in a shop.
The modifications caused these problems essentially because steel maintains its elastic properties–even after hardening, and threads create torsional stress. This stress, exerted by the engagement of the threads of the retention knob with the threads of the V-Flange holder at the small end of the holder, often creates a distortion of the holder.
Once expanded or distorted, the holder will no longer pull all the way into the spindle–stopping short of full engagement. The small end of the taper makes contact before the large end at the gage line, leaving the holder to move randomly within the spindle, much like a bell clapper.
This random movement translates to vibration and chatter (and the above resultant issues), and negatively impacts tool life–especially expensive carbide which is fragile and susceptible to micro fracturing (which yields poor surface finishes). If a microfracture occurs, the whole tip may disappear and the inserts can be rendered useless. Toolholder expansion caused by standard retention knob installation can reduce the tool holder to spindle contact by 70% or more. Carbide tool life is diminished by 50% for every .0005 inches short of full engagement.
The High Torque Design Inception

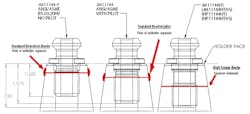
JMPP became aware of this tooling system design flaw and designed a gauge to measure and study the expansion. Using this gauge, JMPP redesigned the standard retention knob into its patented High Torque retention knob which uses the lowest available threads in the tool holder. Key to the design is a relief beneath the pilot, that forces the threads of the knob deeper into the threaded bore of the toolholder, where a thicker cross-section of material resists expansion and deformation.
Notably, the design can be used in any toolholder as long as it is made to industry specifications. Additionally, we found that most holders, unless improperly hardened, will return to their original form–so even those holders that were expanded by a standard knob could be kept in service.
Notably, the High Torque design takes into account the mechanical functionality of each thread and the fact that the load on each thread diminishes with each step down from the first thread. To that end, we have removed any non-mechanically necessary threads–so the mass of the knob is dynamically balanced by design. Simply adding an additional thread or two will not yield a better installation result and do nothing to resolve tool holder expansion.
A review of the load percentage on each thread of a retention knob reveals that the maximum number of functional threads is six–any additional threads are unnecessary. Also, the process of forming the threads, whether cutting or roll forming, does not impact the distribution of the thread load.
Magnetic Particle Testing
Magnetic particle testing is a non-destructive test that will reveal faults and cracks in the material. Using only high-quality US-made steel that has Eddy current testing (ECT) certification ensures that the part’s material is defect-free from surface and sub-surface flaws.
JMPP will conduct Magnetic Particle Inspection tests on purchased knobs—which is very useful for detecting minute surface and near-surface cracks down to a depth of about 0.100 inches. Essentially, a magnetic field is induced in the test specimen, which is then “dusted” with iron particles, either dry or in a liquid suspension. The particles will collect along the edges of any micro-cracks or other discontinuities in the structure of the material to provide a readily visible indication of the flaw. Notably, JMPP’s testing typically proves out at a 100% flawless rate.
Installation Torque Specifications
JMPP provides an axial force calculation, based on drawbar force and taper size, to define the installation torque that should be used on each knob during installation. This value ensures against over-torquing the knob (resulting in premature fatigue and failure of the knob), eliminates expansion in tool holders made to spec, and ensures that the knob is installed with sufficient torque so that it does not back out of the holder during cutting operations.
Many competitors will specify torque values well in excess of our top-range values, for instance: 76 ft. lb. for a 40 taper knob. As much as testing has proven that as little as 13 ft. lb. of torque can cause toolholder expansion and excessive knob stress, JMPP specifies values less than 40 ft. lb. for most 40 taper knobs. It is important to recognize that any installation torque values that have been published earlier were based on bolted threads. It is also vital to recognize the V-Flange tooling design flaw and the negative effects of over and under torquing the retention knobs during installation.
Replacement Specifications
As they are subjected to more stress than any other tool used in CNC milling, retention knobs are not intended to last forever—therefore, any knobs showing wear should be replaced. It is always better to replace knobs before a catastrophic failure occurs, so if the knobs are exposed to multiple shifts, heavy cuts, or excessive side pressure, they should be replaced more frequently.
Typically, knobs should be replaced based on their time in service. JMPP recommends replacement after three years if you’re running a single shift, after two years if you’re running two shifts, and after a year if you’re running “lights out” or three shifts. Also, retention knobs should not be removed from a tool holder that has been in service and re-installed in another holder. This process will flatten and distort the threads, allowing for unintentional over-torquing of the knobs.
Patented High Torque Considerations
While many competitive retention knobs on the market recognize tool holder expansion (or swelling), they have not taken any significant measures to eliminate the inherent V-Flange tooling condition. This continues to cost shops significantly as less than 75% taper contact with the spindle results in poor T.I.R. (runout), poor tool life, poor tolerances, vibration and chatter, poor finishes, and excessive spindle wear and tear.

JMPP Plant Manager, Craig Fischer, emphasized that “Our patented High Torque design was intended to eliminate (or vastly reduce) toolholder expansion caused by the torsional stress exerted on the thinner wall of the small end of the holder by the knob threads. Uniquely, it provides for a relief beneath the precision pilot which forces the threads to engage deeper in the toolholder bore—where a greater material cross-section resists deformation. The difference is crucial in terms of today’s time, tooling, and production results.”
*40% added tensile strength is the minimum benefit derived by the combination of the steel composition and the effects of heat treating (carburization). JMPP worked closely with metallurgical specialists to define the proper temperatures, processes, depths, and case hardening values to ensure we exceed the standards for retention knobs. Additionally, proper quenching and cryogenic freezing greatly reduce the possibility of cracks. Processing of all of our knobs is done by our highly skilled and certified heat treat partners.
Established in 1966, JM Performance Products, Inc. (JMPP) has firmly established itself as a leading manufacturer of CNC mill spindle optimization products. Across a myriad of markets, JMPP is dedicated to reshoring with over 500 styles of patented Retention Knobs for BT, DIN, ISO, and CAT toolholders from 30 taper to 60 taper—all manufactured and material sourced in the United States.