Additive Manufacturing With Liquid Materials

The use of additive manufacturing processes is increasing within industrial applications, as they bring some significant customer benefits compared to conventional processes.
Additive manufacturing is based upon the layered structure of a component. The production time, therefore, depends on the volume to be applied to the component.
The geometric shape of the individual layers has a minor influence. This results in a greater amount of design freedom, without incurring extra time and cost through additional steps, such as machining.
This process is particularly suitable for the production of geometrically complex components, such as bionic structures. The process from the CAD file to the finished component is largely automated. In this way, initial models of components can be produced quickly and cost-effectively.
These and many other advantages have led to the fact that additive manufacturing has established itself in many industrial applications. In particular, powder-based (such as selective laser sintering) and melting processes (such as fused layer modeling) are used, for example, for the production of prototypes, and also for standard components.
In contrast, additive manufacturing processes are based on the extrusion of liquids. This area is still in its infancy but is currently developing fast. In particular, a large number of new materials for 3D printing creates great application potential for this technology. These include, for example, silicone, resins or metal pastes.
This whitepaper looks at existing technologies for the additive manufacturing of components from liquid materials. The advantages and disadvantages of the individual processes are presented, as well as the different control parameters for each process for changing the quantity applied.
Methods for Additive Production With Liquids and Pastes:
- Pneumatic dosing unit
- Drop-On-Demand (Jet-Valve)
- Endless piston principle
Pneumatic Dosing Device
With the pneumatic dosing device (time-pressure method), a container is put under a defined pressure. The liquid is pressed out of the material outlet by a pressure force applied to the piston (see image below).
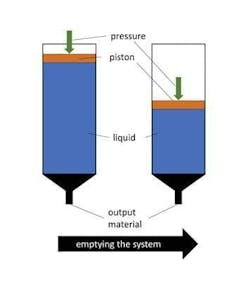
The control parameter for this system is the pressure applied to the liquid. Due to temperature fluctuations or thixotropic properties of the fluid, the viscosity can change suddenly. This difference in viscosity, for the same pressure, results in different quantities of applied fluid.
The system is therefore not distinguished by its process stability and has no high repeat accuracy.
Fluctuating process conditions (e.g. temperature or humidity) require a daily calibration procedure. In addition, the desired suck-back of material (“Retract”) in 3D printing is not possible with this method, since the pressure on the fluid can only be reduced and this does not lead to a reverse flow of the material.
However, the implementation of the system is very cost-effective, as it is a simple system with few components and no complex mechanics. In addition, the weight of the printhead is low compared to other printheads.
The achievable minimum layer thickness depends on the needle at the material exit and can be > 0.008 in. (0.2 mm) under ideal process conditions.
Drop-On-Demand (Jet Valve)
The drop-on-demand system uses a jet valve to apply the liquid. Similar to the technology of an inkjet printer, this produces very fine droplets that are jetted onto a building platform.
There is an air gap between the valve and the building platform, so there is no contact between the platform and the valve. Control parameters for the application of material are the number of droplets per time unit and the size of the droplets.
“BubbleJet” or “piezo” technology is usually used to generate the droplets. In the BubbleJet process, a local steam bubble is generated by a heating element, which displaces material through its volumetric size change and thus produces a drop.
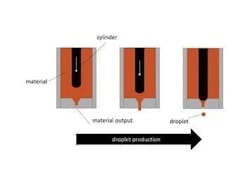
With piezo valves, the inverse piezo effect moves a cylinder that ejects a drop, as shown in the image to the left. The achievable droplet frequency is about 23 kHz.
Depending on which fluid is applied with the jet valve, there are different terms for the processes:
- One of the first historical procedures with a jet valve is the “Binder Jetting”. A liquid binder is placed in a powder bed. Between each layer, a squeegee moves over the powder bed and applies the next powder layer to the component and the assembly space. The print head doses the binder at the desired points and therefore solidifies the powder.
With this process, components can be produced from a variety of powdery materials, such as starch, gypsum, aluminum, and plastic. If the binder is dyed, components with any color gradient are possible. In addition, no supporting structures are required, as the powder bed supports the component. Some materials require post-treatment in the furnace (sintering) to achieve greater strength. - Another drop-on-demand system is the “PolyJet” (“Material Jetting”) process. Instead of the binder, a photosensitive polymer is used. The component is composed of the polymer, which is jetted directly onto the printing bed. Therefore, no powder is required as in binder jetting. Each layer applied must be cured with UV light.
- A recently developed process enables the jetting of silicones and therefore the production of silicone components using the drop-on-demand principle. As with the PolyJet process, the component is cured with UV light after each layer.
A big advantage of jet printheads is their high resolution, which is linked to the size of the droplets. This allows minimum layer thicknesses of up to 0.0006 in. (16 µm) to be achieved with low-viscosity materials. The result is a very high surface quality in which the layer effect is hardly noticeable. If silicone with a high viscosity is used, the smallest possible resolution is currently 0.004 in. (0.1 mm).
During the generation of the droplets, high local energy input is introduced into the fluid. The resulting shear force can be harmful to some materials. All systems based on a jet valve have one disadvantage: the fluid has to be precisely adjusted to the system so that the droplet application works as desired. This means that no standard materials can be used, but specially adapted fluids must be processed. These special materials are mostly very cost-intensive.
Endless Piston Principle
The progressive cavity pump, also known as the endless piston principle, is one of the rotating positive displacement pumps.

The system consists of a rotor which is constructed like a round screw thread with a large pitch and a large depth. The elastic stator has double the thread and twice the pitch length of the rotor.
This geometry results in closed cavities with the same defined volume between rotor and stator, which are pushed forward by the movement of the rotor. Thanks to the closed cavities, the pump is self-sealing, and therefore a valve at the inlet and outlet is not necessary.
The material output is volumetric and directly proportional to the rotation angle of the rotor.
By combining two pumps, two-component materials can also be processed. Both materials are each pumped into a static mixer and mixed. The mixing ratio is freely selectable and can be adjusted during the production process.
Compared to the other print heads, the design of the stator and rotor results in a relatively long design. In contrast to the time-pressure system, the high-quality requirements placed on the components of the progressive cavity pump incur relatively high costs, which, however, remain below those of a drop-on-demand system.
By conveying the fluid in the cavities, very low shear forces are generated, which is why the system is also suitable for shear-sensitive media. An essential point in additive manufacturing is material retraction (“Retract”). The direction of rotation of the screw is reversed and material is returned to the pump. This creates a defined thread break. Unwanted dripping of material is therefore prevented.
Another major advantage is the variety of materials that can be processed with this principle. These include low to very highly viscous fluids, liquids with high filler content, temperature-sensitive materials, and abrasive fluids. Concrete examples already in use are silicones, polyurethanes, epoxy resins, and ceramics.
Thanks to the special geometry of the rotor and stator, the delivery of the fluid is pulsation-free, which leads to a constant width of the generated lines and an even outer contour.
Due to the volumetric dosing, the adaptation to different nozzle diameters is very easy. The smallest inner diameter of the nozzles is currently 0.008 in. (0.2 mm). Therefore layer thicknesses of < 0.008 in. (0.2 mm) can be achieved.
Summary
Finally, it must be said that the various processes for additive manufacturing with liquids all have different advantages and disadvantages. It depends on the required properties of the component as to which process is most suitable.
- A time-pressure system can be the most efficient solution for applying liquids to the printing bed with low viscosities and lower demands on component quality.
- Drop-on-demand systems are particularly suitable if a high level of detail is required.
- The advantage of the progressive cavity pump is the very high dosing accuracy, the processing of two-component materials, and the very wide range of processible fluids.