Medical Stents: Behind the Manufacturing Process

Field of Application
Stents are elastic structures made from metal or polymers, which are typically a tubular shape. These are implanted into the human body to give support to blood vessels, food pipes, and other organs.
Stent Manufacturing Process
Stents can be manufactured from raw materials in the shape of sheets, wire, ribbon or tubing. Wire and tubing are the most widely used materials for producing expandable and self-expanding stents.
When stents are manufactured from a tube or rod, laser cutting is a common technology to remove excess material and create the desired flexibility.
For wire stents, the wires need to be joined, which is commonly done with a laser welder. The final step is trimming (snipping) the excess wire. This cutting, or snipping, of the wire, can be done manually but can be automated with a laser snipper.
AMADA WELD TECH supplies all three laser systems: for cutting, welding, and snipping.
The Different Types of Stents Produced With Laser Manufacturing Processes
There are many types of stents. The stents discussed here are esophageal stents, vascular stents, and biliary stents.
Similar laser material-processing steps are also used for a range of devices made from medical metal wire, like coronary stents, gastrointestinal stents, and faecal diverting devices—tubular devices made of silicone-clad metal that is correctly shaped to feed a tube through skin. This shape resembles a dumbbell: a metal mesh tube connecting two tire-like expanded balloons with a smaller middle section.
An esophageal stent is a tube placed in the esophagus (commonly known as the food pipe or gullet) to keep a blocked area open so the patient can swallow soft food and liquids. Esophageal stents may be self-expandable metallic stents or made of plastic or silicone. They can be used in the treatment of esophageal cancer.
Vascular stents are commonly placed as part of peripheral artery angioplasty (a minimally invasive endovascular procedure to widen narrowed or obstructed arteries or veins, typically to treat arterial atherosclerosis). Common sites treated with peripheral artery stents include the carotid, iliac and femoral arteries. Because of the external compression and mechanical forces that these locations are subjected to, flexible materials such as nitinol (an alloy of nickel and titanium) are used in most stents for peripheral placement.
Charles Dotter and Melvin Judkins pioneered the earliest endovascular stent in 1964. After 22 years, in 1986, Jacques Puel implanted a coronary stent into a patient for the first time. The first laser-cut stent (Palmaz–Schatz stent) for clinical practice was approved by the Food and Drug Administration (FDA) in the United States in 1994. Over the last decade, most commercial coronary stents have been manufactured by laser cutting tubular materials.
Biliary stents provide bile drainage from the gallbladder, pancreas, and bile ducts to the duodenum in conditions like ascending cholangitis, which is due to obstructing gallstones.
Market Volume for Stents
There is a large and fast-growing market for stents and stent manufacturing systems. Stents improve and extend people’s lives, as, for example, they can prevent catastrophic effects of coronary artery diseases.
To give a few examples, a recent report from the Journal of Nursing and Health Studies states that one in every four men and one in every six women will die from a heart attack in the United Kingdom. The American Heart Association reported that coronary artery disease kills about 650,000 Americans annually. More than 3 million stents are implanted worldwide every year. In the United States, 600,000 stents are implanted each year, and in the United Kingdom, the latest figure indicates that around 50,000 coronary stents are implanted annually.
Each bare metal stent costs about 500 Euro, while a drug-eluting stent costs about 2,000 Euro.
With the demands made of coronary stents rising every year, a higher quality, lower cost, and faster laser cutting stent production process with a minimum number of post-processing steps are required. As you can read further on in this article, recent developments have introduced such laser processes and processing equipment.
Production Methods for Stents
The methods for producing stents include electrical discharge machining, braiding, knitting, welding, photochemical etching, and laser cutting.

Since the FDA in the United States approved the first laser-cut stent (Palmaz–Schatz stent) for clinical practice about 25 years ago, laser processing has become more and more important as a production tool. For example, most commercial coronary stents are manufactured by laser cutting tubular materials.
The advantages of using lasers compared with conventional methods are in the ability to manufacture stents with the highest speed, precision, and quality in order to meet the stringent requirements for implantation in the human body.
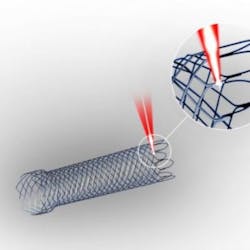
Laser Cutting of Metal Stents
Metal stents are expandable metal grid structures. The standard procedure for their application is using a specialized catheter and ballooning tip section for expansion. Alternative technologies using memory effect alloys have become available as well.

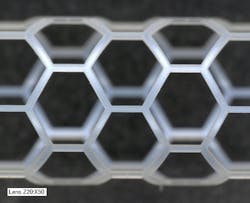
Stents are produced from thin-walled tubes made of high-quality metal alloys such as stainless steel, cobalt-chromium alloys or memory effect alloys like nitinol. The intricate filigree grid structures that are the prerequisite for achieving their impressive diameter expansion ratios are produced using precision laser cutting technology.
Laser cutting of stents has developed rapidly in line with demands from the medical device industry. It is possible to laser cut extremely complex shapes in 1 to 25 mm outer diameter tubes with walls as thin as 0.2 mm. Together with the trend to further reduce strut dimensions from about 110 µm down to merely 60 to 85 µm, these requirements demand an accurate laser cutting system.
Learn More: Sigma Fiber Laser Stent & Tube Cutting System
Types of Lasers Used for Stent Cutting
The types of laser used in-stent cutting are as follows:
- Flash lamp-pumped Nd:YAG laser
- Fiber laser
- Disk laser
- Nanosecond laser
- Picosecond laser
- Femtosecond laser
The lasers with longer pulses have longer beam–material interaction time, which results in a larger heat-affected zone on the stent workpiece. Shorter pulse durations (femtosecond lasers) result in an unaffected or minimally heat-affected zone but at a slower speed.
AMADA WELD TECH supplies laser cutting systems for stents with fiber lasers and femtosecond lasers as we found these to be the most capable types of lasers for our customers’ demands. The other four types of lasers are not used by AMADA WELD TECH due to several technical reasons which go outside of the scope of this article.
For an example of a laser cutting system, click here: https://www.amadaweldtech.eu/products/laser-cutting/laser-cutting
The average power required for small-scale tube-cutting applications is, in most cases, relatively low. Most stainless steel stents are typically cut with 200 to 500 W rated fiber lasers, with higher power levels needed only for nitinol. Femtosecond lasers typically range between 10 and 50 W average power.
Power levels alone do not indicate much, however, as the cut quality, the speed of the movement system, and the heat load on the stent typically dictate that the maximum power that can be used is significantly lower than the maximum available power of the laser.
Nd:YAG Lasers
An Nd:YAG laser is a solid-state laser with a wavelength of 1.06 µm (near-infrared). The material is a yttrium aluminum garnet (YAG; chemical formula Y3Al5O12) doped with neodymium (Nd3+ ion).
This Nd:YAG laser can operate in two modes: continuous wave and pulsed mode. For pulsed mode, the pulse duration can be from milliseconds up to a microsecond, with high peak powers (up to tenths of a kilowatt) and a repetition rate of several kilohertz. The recent development of Q-switched and mode-locked Nd:YAG lasers allows the pulse length to be extended to a nanosecond and a picosecond.
Flash lamp-pumped Nd:YAG lasers are the primary laser source used in micromachining (stent manufacturing) at the beginning of applications. The laser beam can be transmitted and delivered via optical fiber, which increases the process flexibility. Because of a shorter wavelength, Nd:YAG lasers are used in machining high reflective materials (metallic materials) which are difficult to process by longer wavelengths (like those generated by CO2 lasers).
Fiber Lasers
The fiber laser was invented by Elias Snitzer in 1963. Within laser material processing, the fiber laser is regarded as the new solid-state laser technology and is extensively used in many industrial applications. The base wavelength generated by a fiber laser ranges typically from 1,060 to 1,085 nm.
Ultrashort Pulse Lasers
The introduction of ultrashort pulse lasers was a breakthrough in the laser industry. A special amplification technique enables the pulse duration to be compressed to less than a picosecond. For instance, chirped pulse amplification is a technique where the laser pulse is stretched before the amplification step. The pulse length ranges for ultrashort pulsed lasers are within the picosecond to femtosecond range (10–12 to 10–15 s).
Dry Cutting Versus Wet Cutting
With all laser cutting processes, a certain amount of heat is introduced to the stent. Compared with fiber lasers, ultra-fast lasers introduce less heat because of their short pulses and short interaction time with the material.
The heat created by the laser can have undesired effects: melting of the stent, large heat-affected zones beside the cut, redeposition of the hot removed material which attaches itself to the part by melting into it, burrs from on the lower side of the cut from fluid material solidifying (also referred to as dross), and backwall damage.
Cutting can be done with just an assistor cover gas; this is called ‘dry cutting’.

Water can be used to improve the adverse effects mentioned above. This process is called ‘wet cutting’. With wet cutting, significant improvements can be observed: narrower kerf width (Kerf is defined as the width of material that is removed by a cutting process), less surface roughness, less dross attachment, absence of backwall damage, and a smaller heat-affected zone.
Materials Used for Medical Stents
Metal Stents
Stents are typically made from biocompatible materials such as stainless steel 316L, stainless steel 316LVM, nitinol, cobalt-chromium, titanium, tantalum alloys, and platinum-iridium alloy.
The most widely used material for self-expandable stents is nitinol. Self-expandable stents are advantageous in that less damage to the vessel is caused, because of low pressure while the stent is dilated. Moreover, self-expandable stents are beneficial for complex lesions as they can be securely implanted without the use of a balloon.
Polymer Stents
Polymer stents are more difficult to cut with a long pulse laser. This is due to the low melting point of polymer material, which makes the control of thermal damage even more difficult.
The athermal ablation capability of ultrashort pulse lasers, which can be coupled to shorter wavelengths (visible, UV), plays an important role in the manufacturing of these polymer stent materials. Ultrashort pulse laser machining can be used to cut different kinds of materials with minimum mechanical and thermal damage. This novel machining technique is presently under investigation, and its potential for the generation of special new types of stents is just starting.
AMADA WELD TECH offers several lasers, including frequency-doubled and frequency-tripled lasers, inside system solutions.
Mechanics and Thermodynamics of the Cutting Process
In the case of an ultrashort laser pulse (pico and femto time range), the material-removal process is dominated by material vaporization; this is different from longer pulse and continuous-wave laser cutting, which involves considerable melting and melt removal by a gas jet.
The ultrashort pulse laser cutting process involves rapid energy deposition to the material, which causes the material to rapidly rise in temperature to the vaporization state. Within the short interaction time of a single pulsed emission, which can be as short as 6 ps, pulse energy of up to 50 μJ is generated. This amount of energy, which is emitted in a short pulse time, results in high peak power levels. In this short interaction time, only the material that is directly heated has its electrons influenced. Once the laser pulse has stopped, the lattice of the material experiences the influence of the overheated electrons. This allows high precision and minimal heat influence within the materials. The amount of molten material is negligible. This is shown by the amount of debris/spatter adhering to the backwall: there is no trace of the melted material.
The remarkable cutting process, which achieves a dross-free and clean backwall, is very important in micro cutting for medical implants since the quality requirements are strict. The cut without residues and a clean back wall free from spatter imply that minimal heat diffusion with rapid solidification occurs during machining with ultrashort pulse lasers.
Laser Welding of Cardiovascular/Vascular Wire Stents
Stents can be manufactured by braiding or knitting thin metal wires. This is commonly done on a metal caliper called a mandrel.
Several materials can be used for the wires; common ones are nitinol and platinum-cored nitinol. The diameters of the wires range from about 4 to 12 thou, or in metrical terms 400 to 1200 microns. This type of stent is also referred to as a ‘spiral configuration metallic stent’ as opposed to the previously discussed ‘laser cut open-cell stent’.
Welds are needed to join the wires together. Depending on the geometry of the stent, 10 to 100 individual welds are present on each metal wire stent, and all welds need to be of perfect quality. The wires are held in position with the mandrel. Positioning can be done manually for prototypes and small series production. But product yields as low as 80% and production times of several hours per stent make this not suitable for large volume production.
For mass production of stents, an automatic camera-based vision system is used to position the stent relative to the target area of the laser spot. The laser spot is positioned exactly in the middle of the trench between the two adjacent wires. With 100-micron wires, the total permitted error is in the order of magnitude of 5 microns. This includes the positioning accuracy, but also the accuracy of the laser welding spot landing each time at the desired place. Laser pointing accuracy and the accuracy of the laser optics all contribute to the desired accuracy.
Over several generations of laser welding systems, AMADA WELD TECH has co-developed this technology with its customers. With automated systems, product yields of 95% and more and production speed of fewer than two minutes can be reached—all dependent on the product design, of course.
Laser Snipping (Cutting) of Excess Wire of Cardiovascular/Vascular Wire Stents
After laser welding the metal wires, the excess wire needs to be removed. In an analogy with the previous process for prototypes and small series (less than 10.000 parts per year), manual trimming with hard-wire cutters, or cutting tweezers, is a suitable traditional technology. These tools may have tungsten carbide cutting surfaces. For larger series of cardiovascular stent preparation, laser snipping (cutting) is a reliable, traceable, low-cost, repeatable, and fast technology.
AMADA WELD TECH provides a system for the laser snipping of excess wire. The system is built on the same “Jupiter” basis as the AMADA WELD TECH welding system. For the reader, which is not accustomed with the AMADA WELD TECH product range, the “Jupiter series” is a modular production system platform for the processes supported by us. Please check our website for more info on the Jupiter series. Both systems manipulate the wire stents and position them in a spot relative to the laser beam. The laser and optics are, of course, different between the laser welding and the laser snipping system. For the laser snipping system, dependent on the application, a nano-, pico- or femtosecond laser cuts the wire. The appropriate laser and optics are configured for the customer’s production requirement.
Summary
Laser material processing, laser cutting, laser welding, and laser snipping are gaining market share as the production processes of choice for medical stent manufacturing. The production systems for these three processes have a lot in common.
AMADA WELD TECH is the right partner for your production system requirements, with more than 20 years’ experience in the field of process development, system engineering, system manufacturing, and maintenance.
As these systems are typically unique for our customers and contain intellectual property from both our customers and us, we cannot reveal further details in this article. AMADA WELD TECH is a reliable and customer-oriented business partner who honors confidentiality. Should you wish to share your projects with AMADA WELD TECH, we promise to treat your request with the utmost discretion by signing a non-disclosure agreement. Please consult our experts for more information.