Building the World's Largest Telescope

While some complex production processes can take days or weeks, creating something as monumental as the Giant Magellan Telescope (GMT) is in its own realm with individual steps measured in months and years.
Consider the production of the massive yet highly accurate mirrors needed for the one-of-a-kind telescope. The process is happening far beneath the University of Arizona football field at the Richard F. Caris Mirror Lab where six of the world’s largest mirrors are under construction using the world’s purest glass, within a giant spinning oven. In a marvel of modern engineering that takes four years of effort, the 8.4-meter (28 feet) mirror manufacturing is well underway.
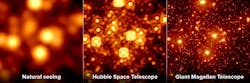
Why is this such a meaningful moment? Once the GMT becomes fully operational, its seven mirror-array will be able to see the torch engraved on a dime from nearly 100 miles away. Such viewing power is ten times greater than the famed Hubble Space Telescope.

Pure Glass Foundation
Creating the GMT mirrors starts with borosilicate glass from Ohara. Ohara uses a production process that begins with the forming of an 800-liter clay pot. This process is performed almost entirely by hand. Once shaped, the clay pot must be air-dried and then baked. It takes about 4 months to complete the entire process. This clay pot melting method is similar to those used in the earliest days of optical glass production.
Each lot of Ohara E6 glass requires 1.5 tons of various raw materials in powder form. The materials are weighed and evenly mixed using a V-shaped blender. Once properly mixed, the initial batch is ready for the melting process.

During the melting process, the temperature reaches as high as 1500°C and the powders are transformed within the clay pot from a solid to a liquid state. To reduce striae and bubbles, the melted glass is periodically stirred. The melting process takes about 53 hours to complete.
After melting, the clay pot is removed from the furnace and a chain is wound around the pot to prevent breakage. A separate annealing operation is performed to reduce the stress birefringence within the glass. This process takes about 13 days. Once annealing is complete, the clay pot is removed from the oven and the chain is unwound. Afterward, the pot is broken to reveal the finished E6 glass. The large glass block is then downsized using a scribing and high-intensity flame cutting technique. The E6 chunks are now a manageable size and are sent to inspection.
The E6 chunks are visually inspected for bubbles, inclusions, and striae. The chunks are also inspected for stress birefringence using a cross-polarization method. Areas of the glass found to contain high stress are scribed and removed. We take E6 samples from each lot and measure the Coefficient of Thermal Expansion (CTE). Once the E6 glass has passed all of the quality control and inspection criteria, it is ready for packaging and shipment to the mirror lab.
“When we then later melt these blocks together in our big mold, they fuse together without any trace of individual blocks—a difficult accomplishment in itself,” says Buddy Martin, project scientist for the mirror polishing at the University of Arizona's Mirror Lab.
The GMT uses lightweight honeycomb mirrors, which gives them the best mechanical and thermal properties to work in a telescope, while keeping their shape to an accuracy of a few millionths of an inch, forming the best possible images nature allows.
Martin’s team uses a mold that is the negative of the honeycomb—essentially a big tub filled with roughly 1,700 hexagonal boxes to form the honeycomb. The honeycomb design is crucial in making a lightweight mirror. In fact, the final mirror only has 20% of the mass of a solid mirror with the same exterior dimensions.
“What you're trying to overcome in a telescope is the bending of the mirror that would occur due to gravity, its own weight causing it to sag as the telescope points in different directions and bending due to wind as the mirror is exposed to the outside air and the wind,” says Martin.

The Casting Process
Martin says his team starts by piling the chunks of Ohara glass on top of the mold, weighing each block first to ensure the right volume of glass. “We then enclose the mold and put it in the electric furnace, which is in pieces enabling the team to assemble it around the mold. It is then gradually heated to 2,100°F,” he says. “When it gets close to the peak temperature and glass starts to soften, they begin to spin the furnace on a turntable, allowing centrifugal force to create the curved surface desired for the mirror."
The heating process occurs over 4 to 5 days, explains Martin. “Once the glass reaches peak temperature, it has the consistency of molasses, and it flows slowly down the half-inch thick gaps between the hexagonal boxes, creating the ribs of the honeycomb,” he says. “The boxes are on standoffs to raise them about an inch above the floor and the glass will flow underneath the boxes to form the backplate of the mirror. Because the glass is relatively viscous, it takes about three or four hours for it to flow down and completely fill the honeycomb volume.”
The ceiling of the furnace is equipped with cameras to provide crude images of the glass. “Because we can see when the glass completely fills the mold, we can start cooling it to around 650°C, at which point it is macroscopically solid and will not change its shape. We will stop the rotation, but the glass is still soft on the atomic scale. The atoms can still slide relative to each other, due to variations in density and pressure, we'll finally get locked in place at about 500°C. So, it's essential to make the density as uniform as practicable at that point. The process takes about 3 months.”
The mirror lab has cast six mirrors for GMT. The team has finished polishing two of those, it is in the final stages of polishing the third one.

Post Casting
While casting provides the desired mechanical structure, it doesn't yield an optical surface. The first step in achieving the desired surface is to grind and polish the back of the mirror because it serves as the interface to the telescope. "We need to have an accurate flat surface, and we'll permanently bond 165 metal interface pieces between the mirror and the telescope to serve as the support system. The mirror is upside down throughout this process," says Martin.
At this point, the team turns the mirror right side up, which changes the stresses in the glass, but it remains right side up for the rest of its life. The team completes a similar grinding process on the front surface with significant attention focused on achieving higher levels of accuracy. "We have to eventually make the optical surface is accurate to a little better than 1,000,000th of an inch for the typical deviation from the perfect surface," he says.

The mirror goes through several stages of grinding, starting with coarse abrasives and getting to finer abrasives and there are also two major steps in that grinding process. Initially, it's a machining operation with the mirror on a big mill using a spindle with a diamond tool spinning at 1000 rpm. The tool moves slowly across the surface as the mirror rotates on a turntable. It covers the whole surface, carving out whatever glass is in its way. This creates a surface whose accuracy is equal to the tool motions, which is nowhere near good enough for a telescope mirror.

This is when the lapping process begins with a lapping disk resting on the mirror surface with a controlled force or pressure. The process yields an accuracy of about two microns. The next step is to polish, which is different because, unlike mechanical removal, chemical interactions occur between the polishing compound and the glass.
"The abrasive particles are around a micron in size, and it's usually the cerium oxide that with a combination of mechanical removal and chemical interactions to transform the surface into what we call a specular surface capable of reflecting light at visible wavelengths,” he says.
Understandably, going from an accuracy of two-micron to 20 nanometers takes time and a lot of repetition between polishing and measuring. According to Martin, the team will go through 70 to 80 iterations to reach its goal. The entire production process takes about four years. The first year in casting. The second-year is the treatment at the back of the mirror plus grinding the optical surface. And the last two years focus on polishing.
All for Science
The uniqueness of the GMT makes it worth the effort. The GMT has primary and secondary mirrors, and the combination of the way those mirror surfaces are configured allows the telescope to get a very wide field of view, explains Rebecca Bernstein, GMT’s chief scientist. “Everybody likes to talk about adaptive optics and reaching the diffraction limit of the primary mirror,” she says. “On GMT, we do that with just the two mirror surfaces, so by the time you form an image, you have already reached the diffraction limit of the telescope. You do not need more mirror surfaces or another instrument downstream.”
Astronomy is a data-driven field, and direct observations are necessary to eventually understand which theories are correct. The GMT will be able to study the very first stars that ever formed in the universe, study the process by which those first stars began to form, and then how they've evolved since. GMT is really aiming to answer some of the biggest mysteries remaining including a better understanding of universe formation, exoplanets, and black holes.
When it comes to exoplanets, scientists already know quite a few planets exist within the habitable zone of their parents in the nearby galaxy. “We want to understand how the planetary systems are forming, what fraction of those systems with planets in the habitable zone have rocky earth-like planets, and what fraction of those planets might be able to support life,” Bernstein says.

Another goal is to use the GMT to measure the mass of the planets orbiting those stars. “One of the important ways you do that is by looking for the reflex motion of the parent star, while lets you determine the mass of orbiting planets,” she says. “Parent stars wobble a little bit in reaction to the gravitational forces. A very stable spectrograph and the ability to collect a lot of light are reasons why the GMT will be able to really move that field forward,” she says. “We'll also be able to collect enough light to study their atmospheres and look for those biosignatures.”
Based on observations with the current generation of telescopes, scientists already know a lot about black holes, but there are still many questions remaining. “By studying the center of our own galaxy, we can get a much better understanding of how to supermassive black holes interact with the stellar populations around them, how gravity works, and all kinds of other very specific questions,” says Bernstein. “We can also understand how smaller black holes formed by following up the observations.”
About the Author
Peter Fretty
Managing Editor
As a highly experienced journalist, Peter Fretty regularly covers advances in manufacturing, information technology, and software. He has written thousands of feature articles, cover stories, and white papers for an assortment of trade journals, business publications, and consumer magazines.