For Remote Work, Real-Time Data Monitoring Is Not Enough

Three months ago, it would have defied common sense to hear the average productivity loss of remote work is 1%. It turns out, working from home works.
Cost savings for companies moving toward a more remote workforce are well over 1%, clearly a net gain. The movement toward remote work is not going to be reversed and will likely accelerate in the coming months. Just as the move to use offshore labor drove our current competitive markets. The move to reduce costs through remote work will be a pivot point for our industry moving forward. Are you ready to compete for new business and talent in this lower-cost environment?
Knowing the next new trend, several questions emerge: How do we manage factory operations in this new environment? Are we monitoring the right data? And how do we turn that data into continuous improvement, innovation, and competitive advantage?
Step 1: Visibility
Whether working remotely from home or socially distanced inside the plant, the answer is much the same. If you do not have dashboards and metrics to provide visibility into your operations, then you won't have the understanding you need to manage and improve operations. Therefore, step one is establishing clear visibility to what really matters.
Three guidelines for what metrics to use:
- Use industry-standard metrics with well-published formulas. Resist the temptation to tweak the calculations to fit your "view.” This guards against hiding problems/opportunities within your plant.
- Avoid vanity metrics with little direct impact on the business. What you measure gets improved. Choose metrics that improve the bottom line of the business.
- Actively look for ways to game the system. If your metrics have loopholes, someone will try to exploit them.
The purpose of visibility is to know where your opportunities are to improve. But visibility is not the end game, and in fact, can prove to be a fool's errand for those that think "seeing" is enough. Unfortunately, merely seeing the problems on the shop floor doesn't solve the problems in question. Only directed and focused efforts will truly create the lasting improvement needed to survive in the next few years.
Although only the first step, having a system, like a Lean Execution System (LES), that provides this level of visibility is a necessary part of your foundation.
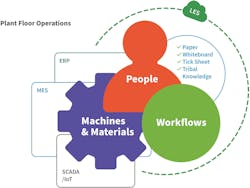
The Machine Centric Fallacy
The industry, in general, has been fixated on Digital Manufacturing, Digital Transformation, Industry 4.0, Digital Twin, and other machine-centric approaches due in large part to the standardization of machine connectivity protocols such as Open Platform Communications (OPC) and OPC Unified Architecture (OPC-UA). A gold rush of Supervisory Control and Data Acquisition (SCADA), Manufacturing Execution System (MES), and IoT solutions has led to petabytes of Big Data. With the advent of Big Data, IT came to the quick realization that no human can ever hope to make sense of it all. Hence the rise of AI and Machine Learning.
But with ever-changing manufacturing methods and machine modifications, AI often fails to deliver on its promise due to the lack of context. “Is this signal I just detected due to a failing component of the machine, different raw material, machine modifications that now create different sensor data, or a host of other possible scenarios?” Unfortunately adding another sensor is the never-ending solution. “If we only had more data…”
Does This Mean More Automation?
Does this argument for more data advocate for more automation? Unfortunately, the answer is both yes and no. More automation is good in areas where automation would make a difference. But automation is expensive and it causes its own problems. So, in today's market, where every dollar counts, you're forced to leverage your existing assets. We're finding manufacturers turning to their human operators as the most adaptable and versatile automation/sensor platform on the plant floor.
Digitizing plant floor work at a much lower cost than automation makes a lot of business sense. Based on your budget and your operating constraints, you may have a goal for total lights-out operation. The truth is, you're going to need a lot of human help over the next several years to get there. And you will need as much cost savings as you can to be able to pay for that automation. The logical step towards effective automation is to digitize and optimize the lowest hanging fruit, which is the human workflow.
Step 2: The Next Revolution Is Digitizing Actions
Vision without action is a daydream. Action without vision is a nightmare. - Japanese Proverb
Typical machine centered approaches miss the critical need for Digital Transformations on the People and Process fronts. People are our most adaptable and capable sensor platform. They can detect problems on a dynamic shop floor in ways machine sensors will be hard-pressed. They know and are responsible for the ever-changing context the machine is operating within. They are especially critical when the problems are with non-machine related processes and procedures directing the manufacturing operations.
So, what about the Processes that attempt to standardize the shop floor? They need a Digital Twin that is as adaptable and re-definable as they are. The speed at which standardized processes evolve and change is a fundamental factor in the pace of innovation. Get that wrong and it can lead to disaster. If process improvement doesn’t keep pace with the changing environment on the plant floor, you will be perpetually solving the problems of yesterday, instead of today and tomorrow.
This critical need becomes more apparent as you get to high levels of Operational Availability (OA) where the machines aren't the problem anymore. The tell-tale symptom is when machine uptime is high and yet production numbers are still missing their targets. Recognizing there's still a gap between what the machine should have been able to produce versus what it did produce is the first step. That gap represents the failings of the other processes in the plant that are not machine-related. The questions then turn to support processes: Did we run out of material? Did we have a quality issue where the machine was running but found some other problem with the product or the raw material? Were we waiting for a Quality Inspector, to come out to resolve a questionable quality issue?
Ask any engineer if it's a machine or an operator problem. Chances are they'll tell you it's an operator problem. If that is true, then we need to wrap a system around the operators, and the rest of the plant, just like we do with the machinery. When you look at the simple numbers, with one operator for every machine, then at least 50% of the movement on the plant floor is human. With our average customers, less than 10% of issues that happen on the plant floor are machine-related. The other 90% provides ample room for substantial improvement.
Managing Actions and Reactions
Once you have remote monitoring capabilities in place, the next step in this evolution is to leverage the unique capabilities of an LES to provide real-time data monitoring around the reactions to the metrics. How effective is your team at reacting and improving? This is the new frontier in digital transformation.
You'll be tempted to focus on more accuracy in your metrics. Like, whether our Overall Equipment Effectiveness (OEE) is 54 or 55%? It's hard to argue against getting the most accurate data you can, but it misses the big picture altogether. The real focus should be on what you can do to increase your OEE by 35 to 40 points. The only way to do that is by focusing on your reactions to the metrics and the underlying root causes. That's where true continuous improvement happens.
A good starting point would be to cut your reaction time, and measure how quickly you can solve downtime problems and get back on track. If you can't monitor and measure that reaction plan in real-time, then you'll never be able to achieve the gains that move the OEE needle. From a remote work perspective, this is a perfect time to start using an LES to change and adjust processes in a no-code, "citizen IT" manner. It's a game-changer when you can evolve those processes in real-time.
Again, monitoring equipment effectiveness isn’t a problem, but do we have a system enabling us to monitor the people process effectiveness just as clearly?
Using L2L’s LES Platform to Enable Remote Work
Where typical plant floor systems are focused on machine monitoring, an LES platform enables you to monitor the bigger picture of the shop floor without omitting any details.

Two of the most eye-opening things for manufacturers that deploy L2L’s LES are both the cumulative effect of small, innocuous problems on the overall health of the plant floor, and the previous disconnect between what is perceived as the largest problem to solve, and what they come to discover as the actual largest or most costly problem to solve. This level of real-time clarity around the problems and what’s being done to solve them is where many manufacturers are finding their competitive edge, especially as they’re forced to shift as much of their workforce to a remote-work model.
Consider two examples from recent interviews with companies using L2L’s LES:
IT Global MES Director - Tier 1 automotive supplier: "In the cases where lines are running, L2L has played a critical role in allowing people to understand the performance of the production line while they've been away from the plant." "We use mobile devices to notify maintenance technicians, and we use operator workstations to interact with L2L's LES. And I think, because those capabilities have already been there, we haven't had to train the workforce to do things differently. The social distancing has just come kind of naturally through that tool."
CI Manager - Process manufacturing co: "Maintenance and production are still on-site, but supervisors are able to react to escalation through L2L as opposed to being out on the floor all the time, which has sheltered them from interacting with people as much during this time." "Our maintenance team is still conducting their downtime meetings remotely, and the fact that you have readily available reports you can run to see the status of an area or what's going on, and the escalation chain is built-in, I don't think they've missed a beat. I haven't seen any degradation of maintenance support in the last few weeks."
Whether outside or inside the plant, clarity for managers around issues that impact production, and how those issues are being handled makes all the difference.
Why Not Get to Where You're Going Faster?
In the next 5 to 10 years, will a shift in digital increase or decrease? Overwhelmingly, the answer is increase. If that's true, then why not move there faster? The current crisis is accelerating movements that were already in the works (IT to OT convergence, IoT, Digital Transformation, etc.) The need to remotely monitor and influence operational success is not going away. It was there before and has only been intensified by COVID-19.
The current pandemic, despite all the disruption it has caused, has given companies a brief window to change direction, to innovate, and to prepare for the future. Nobody is forced to innovate when sales are up. The key is to embrace this acceleration to digitization, get ahead of the competition, and put yourself in the lead as the economy improves.
The next revolution is to digitize plant work done by your people.